











סיכום:דף כולל זה מכסה היבטים מרכזיים של טכנולוגיית קרושר ג'ו כדי לסייע למכרה או למחצבה שלכם להיות פרודוקטיבית יותר.
קרושר ג'ו הוא אחד מהציוד ההרסני הנפוץ ביותר בתהליכים תעשייתיים ברחבי העולם. כקרושר הראשי במקרים רבים של כרייה ומחצבות, הוא מפרק ביעילות חומר הזנה גדול למידות פלט קטנות יותר. רב-תכליתי ואמין, קרושרי ג'ו הוכיחו את עצמם כציוד חיוני עבור תעשיות רבות שדורשות עיבוד אגרגטים.
דף כולל זה מכסה את ההיבטים המרכזיים של טכנולוגיית קרושר ג'ו. תמצאו מידע על עקרון העבודה, תכונות העיצוב, סוגים ויישומים של קרושרי ג'ו. גורמים תפעוליים כמו ביצועים, תחזוקה ושיקולי עלות נדונים גם כן. מטרתנו היא לספק מדריך הפנייה מפורט לגבי אחד מהמכונות ההרסניות המסחריות הפרודוקטיביות ביותר, ולעזור למשתמשים להפיק את המרב מההשקעות שלהם בקרושר ג'ו.
איך עובד קרושר ג'ו?
מכונת חציבה היא סוג של ציוד מכני המשמש בתעשיית הכרייה והבנייה לחציבת סלעים וחומרים גדולים לחתיכות קטנות יותר. מכונת חציבה פועלת על ידי שימוש בלסת נעה ולסת קבועה לחציבת וטחינת הסלעים. החומר מוזן למכונת החציבה באמצעות מגרף רוטט, ואז הוא נמחץ בין שתי הלסתות.

מכונת החציבה מורכבת מכמה חלקים, כולל לסת קבועה, לסת נעה ולוח מתג. הלסת הקבועה מותקנת על מסגרת מכונת החציבה, והלסת הנעה מותקנת על הפיטמן. הפיטמן הוא חלק נודד שמחובר ללוח המתג באמצעות סדרת מנופים. לוח המתג אחראי על העברת הכוח מהפיטמן ללסת הנעה.
הלסת הנעה מותקנת על ציר אקצנטרי, מה שמאפשר לה לזוז מעלה ומטה בתנועה מעגלית. כאשר הלסת הנעה זזה למטה, היא מחלקת את החומר נגד הלסת הקבועה. החומר מופרק מהתחתית של מכונת החציבה, והוא מוכן לעיבוד נוסף.
ישנם כמה סוגים של מכונות חציבה זמינות בשוק, כולל מכונות חציבה עם מתג יחיד, מכונות חציבה עם מתג כפול, ומכונות חציבה אקצנטריות עליוניות. מכונות חציבה עם מתג יחיד הן הסוג הנפוץ ביותר, והן מתוכננות עם פתח הזנה גדול ומנגנון מתג פשוט. מכונות חציבה עם מתג כפול הן מתקדמות יותר, ויש להן מנגנון מתג מורכב יותר המאפשר שליטה מדויקת יותר בתהליך החציבה. מכונות חציבה אקצנטריות עליוניות הן פחות נפוצות, אך הן מתוכננות עם ציר אקצנטרי שגורם ללסת הנעה לזוז בתנועה מעגלית יותר, מה שמאפשר תהליך חציבה יעיל יותר.
עקרון העבודה של מכונת שבר הוא שכאשר הלסת עולה, הזווית בין הלסת הקבועה ללסת הנעה מתרחבת, והחומרים יכולים להתפרק. כל מכונות השבר כוללות שתי לסתות: אחת מהן קבועה בעוד השנייה נעה. עקרון העבודה של מכונות שבר מבוסס על תנועת הלסת הנעה המכבידה ומפרקת את הסלע או העור בין עצמה ללסת הקבועה, כאשר החומר נכנס לאזור שבין הלסתות.
תהליך ההכחדה מתרחש כאשר חומר ההזנה בין שתי הלסתות נדחס ומפורק על ידי הלסת הנעה. כאשר הלסת הנעה זזה הרחק מהלסת הקבועה, החומר המפורק מות discharged מהשובר בתחתית, כאשר גודלו של החומר המפוזר נקבע על ידי הפער בין הלסתות.
פעולת ההכחדה של מכונת שבר נגרמת על ידי תנועת הלסת הנעה שלה. הלסת הנעה זזה קדימה ואחורה על ידי מכניזם קאם או פיטמן, פועלת כמו קליפר או מנוף סוג II. הנפח או החלל בין שתי הלסתות נקרא "חדר הכחדה". תנועת הלסת הנעה יכולה להיות די קטנה, שכן הכחדה שלמה לא מתבצעת במכה אחת. האינרציה הנדרשת כדי לפרק את החומר מסופקת על ידי גלגל עף כבד שמניע ציר שיוצר תנועה אקסצנטרית הגורמת לסגירת הפער.
מכונות שבר בדרך כלל נבנות בחלקים כדי להקל על תהליך ההובלה אם הן מיועדות להילקח מתחת לאדמה לצורך ביצוע הפעולות. מכונות שבר מסווגות על בסיס מיקום הפיבוט של הלסת הנעה. בלייק שבר - הלסת הנעה קבועה במיקום העליון; דודג' שבר - הלסת הנעה קבועה במיקום התחתון; אוניברסל שבר - הלסת הנעה קבועה במיקום ביניים.
מכתש לסת לעומת מכתש השפעה לעומת מכתש קונוס
מְעוֹרְבוֹת שֶׁבַּחוּר, מְעוֹרְבוֹת הַשָׁפָה, וּמְעוֹרְבוֹת כַּדּוּר נַעֲשׂוּת בְּרָוֹחַ בִּתְעוּשַׂת הַמִּינָּה וּבִתְעוּשַׂת הבּנָיָה לְשַׁבֵּר חֲצַבִּים שוֹנִים. לְכָל סוּג שֶׁל מְעוֹרְבוֹת אֶבֶן יֵשׁ תְּכֻנוֹת יָחִידוֹת וּמַעֲלוֹת, נוֹתְנוֹת לָהֶן עֲמִידוּת לְבַקְשָׁת סוּגִים מְיוּחֲדִים.
מאמר זה מציע השוואה מקיפה בין קרושר ג'ו, קרושר השפעה וקרושר קוני, מדגיש את ההבדלים ביניהם מבחינת מבנה, עקרונות עבודה, יכולות חיתוך ויישומים.

1. מבנה ועקרון עבודה
מכונת חציבה: מכונות חציבה בעלות פלטת לסת קבועה ופלטת לסת ניידת. פלטת הלסת הניידת זזה קדימה ואחורה מול פלטת הלסת הקבועה, ומוחצת את החומר על ידי דחיסתו בין שתי הפלטות.
מכונת השפעה: מכונות השפעה כוללות רוטור עם פטישים או ברי פגיעה המסתובבים במהירות גבוהה. כאשר החומר נכנס לאזור החציבה, הוא נפגע על ידי הפטישים או ברי הפגיעה ומושלך כנגד לוחות ההשפעה, קורס לחתיכות קטנות יותר.
מכונת קונוס: מכונות קונוס כוללות אגזוז חציבה בצורת קונוס עם כיסוי וקמורה. החומר מוזן לאזור החציבה ומוחץ בין הכיסוי לקמורה כאשר הכיסוי מסתובב בתוך האזור.
2. טווח יישום
מכונת חציבה: מכונות חציבה בשימוש נפוץ לחציבה ראשונית בתעשיות שונות, כולל כרייה, חציבה ומחזור.
מכונת השפעה: מכונות השפעה הן רב-תכליתיות ומתאימות לחציבה ראשונית, משנית ושלישונית. הן בשימוש רחב בכרייה, חציבה ובנייה.
מכונת קונוס: מכונות קונוס בשימוש נפוץ לחציבה משנית ושלישונית ביישומים כגון חציבה, כרייה והפקת חומרי גלם.

3. יעילות חציבה וצורת חלקיקים
מכונת חציבה: מכונות חציבה ידועות ביעילות החציבה הגבוהה שלהן ויכולות לייצר צורת חלקיקים יחסית גסה. הן מתאימות לחציבה ראשונית של חומרים קשים ומחוספסים.
מכונת השפעה: מכונות השפעה יעילות בחציבת חומרים בעלי חוזק דחיסה גבוה. הן מייצרות צורת חלקיקים קובייתית ומתאימות ליישומי חציבה משנית ושלישונית.
מכונת קונוס: מכונות קונוס ידועות ביכולתן לייצר צורת חלקיקים מסודרת וקובייתית. הן מתאימות לחציבה משנית ושלישונית, ומספקות שליטה מצוינת על צורת החלקיקים.
4. קיבולת
מכונות חציבה בעלות קיבולת יחסית נמוכה לעומת מכונות קונוס ומכונות השפעה. הן מתאימות לסלעים וחומרים קטנים עד בגודל בינוני. הקיבולת של מכונת חציבה נקבעת על ידי גודל פתח ההזנה והזנב האקצנטרי של הלסת הניידת.
באופן כללי, מכונות השפעה בעלות קיבולת גבוהה יותר לעומת מכונות חציבה אך קיבולת נמוכה יותר לעומת מכונות קונוס. הן מתאימות לחציבה ראשונית, משנית ושלישונית. הקיבולת של מכונת השפעה נקבעת על ידי קוטר הרוטור, מהירות הרוטור והמרווח בין לוחות ההשפעה לבר פגיעה.
מכונות קונוס בעלות קיבולת גבוהה יותר לעומת מכונות חציבה ומכונות השפעה. הן מיועדות לחציבה משנית ושלישונית ביעילות ויכולות לטפל בכמויות גדולות של חומר. הקיבולת של מכונת קונוס נקבעת על ידי הגדרה של צד סגור (CSS) וגודל וצורת אזור החציבה.
5. גודל הזנה
מכונות חציבה יכולות לקבל גדלי הזנה גדולים יותר לעומת מכונות קונוס ומכונות השפעה. יש להן פתח הזנה גדול יותר, מה שמאפשר את כניסת סלעים וחומרים גדולים יותר.
מַפְעִיל חִתּוּךְ יש לו פתח הזנה קטן יותר בהשוואה למַפְעִיל חִתּוּךְ בלסת ומַפְעִיל חִתּוּךְ קוֹנִי. הם מיועדים לקבל סלעים וחומרים בגודלים קטנים יותר. גודל הקלט של מַפְעִיל חִתּוּךְ תלוי בסוג הרוטור ובקונפיגורציה של תא החיתוך.
מַפְעִיל חִתּוּךְ קוֹנִי יכול לקבל מגוון רחב של גדלי הזנה. יש להם תא חיתוך בצורת חרוט שצונח בהדרגה ככל שהחומר מתקדם לעבר התחתית. עיצוב זה מאפשר כניסה של סלעים וחומרים בגדלים שונים.
6. גודל פלט
גודל הפלט של מַפְעִיל חִתּוּךְ בלסת נקבע על ידי המרחק בין הלסתות בחלק העליון ובחלק התחתון של תא החיתוך. מַפְעִיל חִתּוּךְ בלסת יכול לייצר גודל פלט יחסית גס. גודל המוצר הסופי ניתן לשליטה על ידי התאמת הפער בין הלסתות.
מַפְעִיל חִתּוּךְ מַפְעִיל מייצר גודל פלט קובייתי. גודל המוצר הסופי נקבע על ידי הגדרת הפער בין לוחות ההשפעה ללהבי הבלימה, כמו גם מהירות הרוטור. מַפְעִיל חִתּוּךְ מסוגל לייצר מגוון של גדלי פלט, תלוי ביישום הספציפי ובמוצר הסופי הרצוי.
מַפְעִיל חִתּוּךְ קוֹנִי ידועים בייצור גודל פלט מסודר וקובייתי. גודל המוצר הסופי נקבע על ידי ה-CSS ומיקום המנזר ביחס לקטניעה. מַפְעִיל חִתּוּךְ קוֹנִי מספק שליטה מצוינת על צורת חלקיק והפצת גודל.
7. תחזוקה ועלויות תפעול
מַפְעִיל חִתּוּךְ בלסת: מַפְעִיל חִתּוּךְ בלסת דורש תחזוקה יחסית נמוכה ועלויות תפעול. עם זאת, הם צורכים יותר אנרגיה בהשוואה למַפְעִיל חִתּוּךְ והשפעה.
מַפְעִיל חִתּוּךְ: מַפְעִיל חִתּוּךְ דורש תחזוקה מתונה ויש לו עלויות תפעול מתונות. הם חסכוניים באנרגיה ומציעים עלות-תועלת טובה.
מַפְעִיל חִתּוּךְ קוֹנִי: מַפְעִיל חִתּוּךְ קוֹנִי יש לו דרישות תחזוקה גבוהות יותר, אך בדרך כלל עלויות תפעול נמוכות יותר בהשוואה למַפְעִיל חִתּוּךְ בלסת ומַפְעִיל חִתּוּךְ. הם חסכוניים באנרגיה ויכולים לספק חיסכון בעלויות בטווח הארוך.
קרושרי ג'ו, קרושרי השפעה וקרושרי קוני יש להם מאפיינים ייחודיים ויתרונות שהופכים אותם מתאימים ליישומים שונים של חיתוך. קרושרי ג'ו מצטיינים בחיתוך ראשוני של חומרים קשים ומשחק המשמעותית, בעוד שקרושרי השפעה יעילים בחיתוך משני ושלישי, מציעים צורת חלקיקים קובייתית. קרושרי קוני מספקים שליטה מצוינת על צורת החלקיקים ומעשיים לחיתוך משני ושלישי.
גורמים כמו יכולת חיתוך, דרישות תחזוקה, עלויות תפעול וטווח יישום צריכים להילקח בחשבון בעת בחירת הקרושר המתאים למשימה ספציפית. חשוב להתייעץ עם מומחי תעשייה ולסקור את מפרטי המוצר כדי לקבל החלטות מושכלות לגבי בחירת הקרושר.
איך להפחית את עלות התפעול של מחלץ גז?
מכונת המינל היא מכונה קריטית בתעשיות הכרייה והחציבה, אחראית על השלב הראשון והחשוב בצמצום גודל. מכונות אלה, חסונות ומהימנות, משחקות תפקיד מרכזי בהפיכת חומרים גולמיים שחולצו מחציבה למוצרים בעלי ערך. עם זאת, על מנת לשמור על רווחיות ותחרותיות, על מכרות לחפש כל הזמן דרכים לייעל את הביצועים ולהפחית את עלויות ההפעלה הקשורות למכונת המינל.
מדריך כולל זה חוקר אסטרטגיות שונות וטקטיקות מיטביות שיעזרו למפעילי מכרות להפחית את העלויות הכוללות של הפעלת מכונות מינל. על ידי התייחסות לגורמים מרכזיים כמו צריכת אנרגיה, ניהול חלקי החלפה, תחזוקה ואופטימיזציה של התהליך, מאמר זה מספק מפת דרכים לשיפור היעילות והחסכוניות של פעולות מכונת המינל.

אופטימיזציה של צריכת אנרגיה
הפחתת צריכת האנרגיה של מכונות מינל היא מטרה עיקרית לחיסכון בעלויות, שכן חשמל יכול להוות עד 50% מתוך עלויות ההפעלה הכוללות.
- יישום מנועים חסכוניים באנרגיה
- ייעול הגדרות המינל
- יישום מנועים עם תדר משתנה (VFDs)
- שיפור עקביות ההזנה
- ביצוע תחזוקה סדירה
ניהול חלקי החלפה
ניהול יעיל של חלקי החלפה הוא קריטי לשליטה בעלויות ולשמירה על ביצועי המינל.
- ניצול ציפויים עמידים בפני שחיקה
- יישום תכנית החלפה מתוכננת
- מעקב אחר דפוסי שחיקה
אופטימיזציה של תחזוקה ו downtime
זמן השבתה מתוכנן וללא תכנון מציעים הזדמנויות משמעותיות להקטנת עלויות באמצעות אסטרטגיות תחזוקה אפקטיביות.
- ניטור מצב
- תחזוקה מונעת
- אופטימיזציה של תחזוקה
- אחידות רכיבים
- העברת חשבונות
אופטימיזציה של התהליך
תכנון מעגלי החציצה משפיע על הפרודוקטיביות והעלויות. ביקורות תקופתיות מזהות תחומים ל:
- שיפור זרימת החומרים
- גודל אופטימלי
- הכללת סינון
- בחירת חומרי סיכה
- שימוש בתוספות השפעה
המהירות המתאימה למכתש לסתות
גורמים המשפיעים על מהירות שבירת לסת
המהירות האופטימלית עבור שביתת לסתות בדרך כלל נע בין 200 ל-400 סל"ד. עם זאת, המהירות המדויקת יכולה להשתנות בהתאם לגורמים רבים, כולל עיצוב השבית, סוג החומר המועבר ועיבוד וגודל המוצר הרצוי.

מספר גורמים קריטיים משפיעים על מהירות אופטימלית של שביר לסת, וכל אחד מהם ממלא תפקיד משמעותי בקביעת יעילות ואפקטיביות של תהליך השבירה. הבנת גורמים אלו יכולה לעזור לפעילים לאופטימיזציה של ציודם עבור חומרים שונים ותוצאות רצויות.
1. מאפייני חומר
תכונות הפיזיקליות של החומר המפורק משפיעות באופן משמעותי על מהירות הפיתוח האופטימלית של פצצה הלסת.
2. עיצוב פצצה
עיצוב פצצה הלסת עצמה ממלא תפקיד מכריע בקביעת מהירות הפיתוח האופטימלית.

3. גודל מוצר רצוי
גודל המטרה של החומר המפורק הוא גורם קריטי נוסף המשפיע על מהירות הפעולה.
דרכים לשיפור ביצועי מכונת המינל
כולם רוצים למצות את הפוטנציאל של הציוד שלהם, ומפעילי מפצץ הלסת לא שונים. ישנם מספר גורמים שישפיעו על הביצועים של המפצץ, ובכך ישפיעו על כל המעגל. הנה כמה דרכים שעשויות לעזור לך להימנע מהפסדי ייצור.
להימנע מחסימות
חסימת חומרים מתמשכת באזור ההזנה של מפצץ הלסת היא בעיה נפוצה.
חסימה מתייחסת לאבנים שמונעות ממים להיכנס או לנוע למטה לחדר השבירה. זה יכול להיות בגלל שיש רק אבן אחת שהיא יותר גדולה מפתח ההזנה, או רבות באותו גובה חוצות זו את זו וחוסמות את כניסת המפצץ.
חסימות יכולות לגרום להפסדים משמעותיים בייצור, שבדרך כלל מתעלמים מהם. שים לב שחסימת אזור ההזנה של המפצץ הראשי היא רלוונטית, שכן ייתכן וייקח מספר דקות לפתור את הבעיה (סלעים גדולים מוסרים, נשברים, או ישירות לחדר). אם זה קורה עשר פעמים ביום, זה במהרה יכול לגרום להפסד ייצור של שעה.
אם זה קורה, לדוגמה, באחד מדגמי המגרסות שלנו, C130 יש יכולת עבודה של 352 טון קצר בשעה (stph), והנחת מחיר של 12 דולר לטון קצר, ההפסד היומי יכול בקלות לעלות ל-4000 דולר.
באמצעות שליטה קפדנית במפה הפיצוץ כדי למנוע היווצרות חומרים גדולים באופן מופרז, ניתן להימנע מגשרים, מפעילי מנופי טראק מתאמנים להפריד את החומרים הגדולים בבור, כמו גם מפעילי ציוד השחזה ראשוניים, על ידי שינוי מהירות המזין ושימוש בהתקנה במקצוע ההידראולי באזור, שממחיש את זרימת החומר למגרסה ושולט על מהירות וכיוון האבן.
להחיל את צורת תבנית הלסת הנכונה
להחזיק בצורת תבנית לסת מתאימה יכול לחסוך יותר מ-20% מיכולת הייצור, אחרת זה יהיה הפסד.
ישנם סוגים רבים של סלעים, ויש הבדלים ביחס לשבירה, עמידות ללבוש וצורת כינוי. בחירת השילוב הטוב ביותר של תבנית לסת קבועה ותבנית לסת ניידת תעזור לייעל את הייצור כאשר שוחקים חומרים קשים לעיבוד. סלעים עם שבירות נמוכה דורשים זוויות אוקלוזליות קרובות יותר כדי לשמור על יכולת הנשיאה המיועדת. סלעים altamente חודרניים דורשים תבניות לסת עבות יותר, כבדות יותר ובנות חיים ארוכות יותר כדי למנוע הפסדי ייצור הנגרמים על ידי תחלופה תכופה. סלעי צלחות צריכים תבנית לסת בצורת שן כדי לשחוק אותם לקוביות נוספות כדי להימנע מהפסדים על ידי גשרים וחיתוך רצועות לאורך מעגל השחיקה.
לנטר את מצב הלסתות
בנוסף להיותו חלק חשוב בביצוע המכשיר, הלסת של המגרסה גם אחראית על ההגנה על המסגרת הקדמית ועל הלסת הניידת. בלאי נגרם בדרך כלל בגלל עליית זווית השחיקה, אובדן פרופיל השן, הפחתת CSS כדי לפצות על אפקטים שכבתיים אפשריים וכו', מה שמוביל להפסדי ייצור. זו הסיבה לכך שהמגרסה צריכה להיות מנוטרת לאורך מחזור חייה.
מכיוון שבלאי מופרז יכול לגרום להפחתה של 10-20% ביציאה, חשוב מאוד למצוא את הזמן הטוב ביותר לסיבוב או החלפת הלסת מנקודת מבט של עלות ותועלת.
חלקי שוברי סלע
שוברי סלע הם חלקי ציוד חיוניים בתעשיות הבנייה, הכרייה והחציבה. הם משמשים לשבירת חומרים גדולים לחתיכות קטנות יותר, שניתן לעבד אותן לשימוש נוסף או להשלכה.
החלקים העיקריים של שובר הסלע כוללים:
- מסגרת
- עף
- לוחות לסת
- לוח מתג
- לוחות לחיים
- מוט מתח
- זרוע אקצנטרית
- מלחץ התאמה
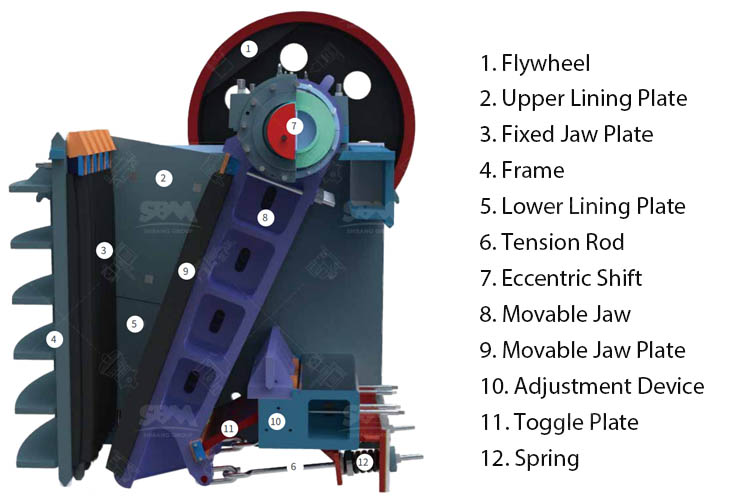
1. מסגרת
המסגרת היא הרכיב המבני העיקרי של שובר הסלע ואחראית על תמיכה בשאר החלקים של המכונה. היא בדרך כלל עשויה מפלדת ריתוך או מברזל יצוק ומושפעת ממידה רבה של מתח ועומס במהלך הפעולה. המסגרת תומכת בזרוע האקצנטרית, שהיא ציר מסתובב המנוהל על ידי מנוע חשמלי או מנוע דיזל. הזרוע האקצנטרית מחוברת לעף, שעוזר לאזן את העומס על השובר ולתרגם את הכוח מהמנוע למנגנון השבירה.

2. גלגל תנופה
ה flywheel הוא גלגל גדול וכבד שמחובר לקצה של הסרן האקצנטרי. הוא עוזר לאזן את העומס על מכונת השחיקה ומעביר את הכוח מהמנוע למנגנון השחיקה. ה flywheel מיוצר בדרך כלל מברזל יצוק או סטאל ונתון לשחיקה רבה במהלך הפעולה.
3. לוחות לסתות
לוחות הסתה הם חלקי השחיקה הראשיים של מכונת השחיקה והם אחראיים על חיתוך החומר כשמזינים אותו לחדר השחיקה. הם עשויים בדרך כלל מפלדת מנגן או חומר קשה אחר ונתונים לשחיקה רבה במהלך הפעולה. לוחות הסתה מיועדים להיות ניתנים להחלפה בקלות, כך שניתן להחליפם כאשר הם מתבלים או ניזוקים.

4. לוח מתג
הלוח המתג הוא רכיב שמחבר בין הפיטמן ללוחות הלחיים ומסייע להעברת הכוח מפיטמן ללוחות הלחיים במהלך תהליך הדחיסה. בדרך כלל הוא עשוי מברזל יצוק או משריון ומתמודד עם השקעה רבה של בלאי ושחיקה במהלך הפעולה. הלוח המתג הוא תכונה בטיחותית חשובה של מכבש הלסת, שכן הוא עוזר למנוע תאונות על ידי שבירת החיבור בין הפיטמן ללוחות הלחיים אם המכבש עומס יתר.
5. לוחות לחיים
לוחות הלחיים ממוקמים משני צדדים של מכונת השחיקה ומבצעים חיתוך חומר כנגד הלהב הקבוע. הם עשויים בדרך כלל מפלדת מנגן או חומר קשה אחר ונתונים למתח ולחץ רב במהלך הפעולה. לוחות הלחיים הם חלק חשוב ממכונת השחיקה, מכיוון שהם מסייעים להנחות את החומר כשמזינים אותו לחדר השחיקה ומונעים ממנו ליפול.
6. מוט מתיחה
מוט המתיחה הוא רכיב התנועה הראשי של מכונת השחיקה והוא אחראי על העברת הכוח מلوحة ההפוכה למנגנון השחיקה. בדרך כלל הוא עשוי מברזל יצוק או פלדה ונושא כמות גדולה של מתיחות ולחץ במהלך הפעולה. מוט המתיחה מחובר לש shaft האקצנטרי דרך לוח ההפוכה ותומך בו לוחות הלחיים. הוא נע למעלה ולמטה כאשר הshaft האקצנטרי מסתובב, משחית את החומר כשהוא עובר דרך תא השחיקה.
7. סרן אקצנטרי
רסיסי הסרן האקצנטרי נמצאים בקצוות הסרן האקצנטרי ועוזרים לתמוך בסרן כאשר הוא מסתובב. הם עשויים בדרך כלל מברגים באיכות גבוהה ונתונים לשחיקה רבה במהלך הפעולה. רסיסי הסרן האקצנטרי עוזרים להפחית את החיכוך בין הסרן האקצנטרי למסגרת, מאפשרים למכונה לפעול בצורה חלקה ויעילה.
8. ווג מתכוונן
ווג מתכוונן: הווג המתכוונן הוא רכיב של מכונת השחיקה שמשמש להמלחץ התאמה: הווג המתכוונן הוא רכיב של מכונת השחיקה שמשמש להתאים את גודל פתח הניקוז. הוא עשוי מסטאל עמיד וחזק ואחראי להזיז את לוח המתג ואת מושב לוח המתג.
לסיכום, החלקים העיקריים של מכונת השחיקה כוללים את המסגרת, את הסרן האקצנטרי, את ה flywheel, את לוח המתג, את לוחות הלחיים, את לוחות הסתה, את ה pitman, את הסרן האקצנטרי ואת הווג המתכוונן. רכיבים אלה עובדים יחד כדי לשחוק חומרים גדולים לחתיכות קטנות יותר, שניתן לעבד אותן לשימוש נוסף.
שש הבדלים מרכזיים בין מכונת מינל ומכונת השפעה
מכונת חיתוך ומכונת פגיעה הן ציוד נפוץ בתעשיית החומרים. אבל הרבה אנשים אולי לא מכירים אותם היטב, במיוחד משתמשים שמתחילים בתחום זה.
לעתים קרובות אנו נשאלים את השאלה הזו, היום נדבר על ההבדל בין שתי מכונות החיתוך הללו.
ההבדל הבולט בין מכונת חיתוך לבין מכונת פגיעה הוא במבנה ובעקרון העבודה.

מצב הפעולה של הראשונה הוא לחץ גמיש, והחומר נgrוס בחדר החיתוך המורכב מבלוק נייד ובלוק קבוע. השנייה מאמצת את עקרון החיתוך הפוגע. החומר נשבר שוב ושוב בין הרוטור (פטיש פלטה) לבין הפלאטה הנגדית.
הרבה אנשים צריכים להיות מכירים את העיקרון. אז היום נתמקד בניתוח ההבדלים שלהם בייצור בפועל.
1. תחום שימוש שונה
1) קשיות החומרים
מכונת חיתוך יכולה לגרוס חומרים עם קשיות שונות, כוח דחיסה בין 300-350MPA. מכונת הפגיעה מתאימה לגריסת חומרים עם קשיחות נמוכה, חומר שביר כמו אבן גיר. אם נשתמש במכונת פגיעה לתהליך אבן קשה, זה יגרום לנזק גדול לחלקים הפגיעים ויקצר את חיי השירות של המכונה.
2) גודל החומר
Generally, jaw crusher is more suitable for processing large stone materials, whose input size is no more than 1 meter (depending on the type of equipment and the manufacturer). So it’s widely used in mines and quarries. While impact crusher is usually used to crush small stone materials, and its input size is less than that of jaw crusher.
2. שימושים שונים
ידוע היטב שבקו הייצור של חיתוך, ייצור חול ורכישת מינרלים, מכונת חיתוך משמשת לחיתוך גס כציוד חיתוך ראשוני (מכונת חיתוך דקה יכולה לשמש לחיתוך בינוני או דק), בעוד שמכונת הפגיעה משמשת בדרך כלל לחיתוך בינוני או דק כציוד חיתוך משני או שלישי.
3. קיבולת שונה
הקיבולת של מכונת החיתוך גדולה יותר מזו של מכונת הפגיעה. באופן כללי, תפוקת מכונת החיתוך יכולה להגיע ל-600-800 טון לשעה (בהתאם ליצרן ולדגם המוצר), ותפוקת מכונת הפגיעה היא כ- 260-450 טון לשעה.
4. גסות שונה של פריקה
כציוד חיתוך גס, הגסות של מכונת החיתוך גדולה, באופן כללי מתחת ל-300-350 מ"מ (בהתאם ליצרן ולדגם המוצר). בציוד חיתוך בינוני או דק, הגסות של מכונת הפגיעה היא קטנה יותר.
כמובן, יש לציין שעקב תכונות חומר שונות, פריקת ציוד שונים עשויה לכלול טעויות.
5. חלקיקים שונים של שחרור
צורת הגרגרים של מוצרים גמורים ממכונת שיחה היא לא טובה עם חלקיקים מוארכים מדי וקליפתיים. בעוד שהמוצרים הגמורים ממכונת השפעה יש צורת גרגרים טובה, והחלקיקים שלה טובים יותר מאלו של מכונת קונוס.
לכן, מכונת השיחה בדרך כלל ממוקמת לאחר מכונת השפעה לעיבוד נוסף בהפקה מעשית. זו גם הקונפיגורציה המוכרת יותר.
6. מחירים שונים
באופן כללי, המחיר של מכונת שיחה נמוך יותר ממכונת השפעה, כמכונת קיטוע מסורתית, מכונת השיחה יציבה יותר בכמה היבטים כמו ביצועים, איכות, צריכת חשמל. זה יכול לענות על דרישות המשתמש, כך שסוג זה של ציוד משתלם קל יותר למשוך את תשומת הלב של המשתמשים.
איך לבחור את מכונת המינל הנכונה של SBM לצרכים שלך
כשמדובר בשיפור יכולות החציצה של פעולות הכרייה או האגרגט, בחירת ספק מכונת האבן הנכון היא בעלת חשיבות עליונה. מכונות המינל של SBM צברו מוניטין על ביצועיהן מהימנים ויכולות החציצה היעילות. מאמר זה מספק תובנות והנחיות חשובות על אופן בחירת מכונת המינל הנכונה של SBM לצרכיך הספציפיים.

הבנת קווי המוצרים של מכונות מינל של SBM
SBM, עם שנות ניסיון בתעשייה, מציעה מגוון של מכשירי ריסוק באמצעות פלטות שנועדו לעמוד בצרכי ריסוק מגוונים. קווי המוצרים של מכשירי הריסוק שלנו כוללים דגמים כגון סדרת C6X, סדרת C5X, סדרת PE וסדרת PEW. קווי מוצרים אלה הוכיחו את עצמם ביישומים שונים של מכרות וחומרי בנייה.
גורמים מרכזיים לבחירת מכונות מינל של SBM
כדי לבחור את מכונת המינל הנכונה עבור הצרכים שלך, שקול את הגורמים הבאים:
- 1. קיבולת מכניעה: קבע את הקיבולת הנדרשת על בסיס התפוקה הרצויה ומטרות הייצור של הפעולה שלך. בחר במכונת שחיקה עם קיבולת מספקת לטפל בעומס העבודה הצפוי.
- 2. גודל מזון: העריך את הגודל המקסימלי של חומר המזון ודא שמכונת השחיקה יכולה להכיל אותו ביעילות. פתיחת מזון גדולה יותר מבוקשת לעיבוד סלעים גדולים יותר והשגת פרודוקטיביות גבוהה יותר.
- 3. אפשרות התאמת גודל הפלט: שקול את ההיקף של גדלי הפלט שאתה זקוק להם עבור היישום הספציפי שלך. מכונת השחיקה צריכה לכלול הגדרות מתאימות כדי לשלוט בגודל הרצוי של המוצר הסופי.
- 4. Portability: בהתאם לצרכים התפעוליים שלך, שקול האם מכונת שחיקה נייחת או ניידת מתאימה יותר. SBM מציעה אפשרויות לשתי הקונפיגורציות, ובכך מאפשרת לך לבחור את ההתקנה הנוחה ביותר לפעולה שלך.
מאפיינים ספציפיים של מכונת השחיקה של SBM
- 1. טכנולוגיית חציבה מתקדמת;
- 2. פרודוקטיביות גבוהה ויעילות;
- 3. תחזוקה קלה;
- 4. עמידות ואמינות;
לוחות שחיקה למגרסות ג'ו: מקסום חיי השחיקה
מגרסת ג'ו היא אחת מסוגי המגרסות הראשוניות הנמצאות בשימוש הרחב ביותר בתעשיות הכרייה, החציבה והבניה. מכונות חזקות אלו ידועות ביכולתן להתמודד עם חומרי גלם גדולים, קשים ואברסיביים, ולהקטינם לגודלים קטנים ונוחים יותר.

בליבו של פעולת המגרסת ג'ו נמצאים לוחות השחיקה, רכיבים קריטיים המגנים על תא השחיקה מפני הכוחות החזקים והשחיקה הנלווים לתהליך השחיקה, שצריכים להיות מפוקחים ומוחלפים בזמן כדי להבטיח את הפעולה היעילה והחסכונית של מגרסת הג'ו שלך.
סוגי לוחות שחיקה למגרסת ג'ו
מכונת השחיקה כוללת בעיקר שני סוגים של חלקי שחיקה ניתנים להחלפה - קירות לסת קבועים ומסוגלים.
לוחות ג'ו הקבועים (המכונים גם לוחות קונקביים) מצפים את קירות התא החיצוניים של תא השחיקה ויוצרים את שטח השבירה הקבוע. הם עבים, חלקים ומעוגלים כדי להתאים לתנועת השליחה של הלוח הנע.
לוחות ג'ו הניידים (המכונים גם מיתרי ג'ו) דקים יותר ועומדים בכוחות השפעה גדולים יותר בעת שהם נכנסים ויוצאים ממערכת השחיקה. מיתרי ג'ו בדרך כלל מגיעים כפלטה ניתנת להסרה רתומה לתחתית הלוח הנע.
חלק מהיצרנים מציעים לוחות פלדה עם סגסוגות לשיפור עמידות חמצון ביישומים של סיגים או ברזל. לוחות בחתך מורכב יכולים להגדיל את זוויות הנצה לשיפור השחיקה.
גורמים המשפיעים על שחיקת מגרסת ג'ו
שיעור השחיקה של לוחות השחיקה במגרסת ג'ו מושפע ממגוון גורמים, כולל תכונות חומר האכלה, תנאי הפעלת המגרסה, ונהלי תחזוקה. הבנת גורמים אלו היא חיונית לאופטימיזציה של חיי השחיקה וצמצום עלויות ההפעלה.
- 1. תכונות חומר ההזנה
- 2. תנאי הפעלת המגרסה
- 3. נהלי תחזוקה
- 4. עיצוב וקונפיגורציה של המפצץ
מקסום ביצועי לוחות השחיקה של מפצץ הלסת
מניעת נזק, ניקוי ותחזוקה של לוחות השחיקה של מפצץ הלסת חיוניים למקסום חיי השירות שלהם, לצמצום זמן השבתה ולצמצום עלויות הפעולה הכוללות.
- 1. בדיקות רגילות
- 2. מדידת שחיקה ומעקב
- 3. תחזוקה פרואקטיבית
- 4. החלפת לוחות וטיפול
יישום מכונת שחיקה בקו ייצור חול
עם התפתחות הכלכלה, המדינה ממשיכה לקדם את הבנייה של מגוון תכניות בסיסיות. הביקוש לחומרי בניין גדל. בשל המחסור הגובר במשאבים של חולות טבעיים, החול המיוצר במכונה הפך לחומר הבניין הראשי בבניית תשתיות. קו ייצור החצץ הוא ציוד ייצור מיוחד לייצור חול ואבן לבנייה. קו הייצור יכול להיות מצויד במכונת שיניים, מסך רטט, מכונת ייצור חול וכו', בהתאם לצרכי הייצור. ניתן להכניס סלעים, חצץ, חלוקי נחל וחומרים אחרים. זה עשוי ליצר גדלים שונים העונים לדרישות חול הבנייה. החול המיוצר מקו ייצור החול והחצץ בעל גודל גרגרים אחיד וכוח דחיסה גבוה. זה הרבה יותר מתאים מאשר החול המיוצר מחול טבעי ומטחנה רגילה. איכות הבניין.
קו הייצור של חול בעל תכונות של ביצועים אמינים, עיצוב סביר, פעולה נוחה ויעילות עבודה גבוהה. בקו הייצור של חול, משמש מכונת החריצים (ג'ו פורס) לשבירה ראשונית של אבנים גדולות. ישנם מגוון אפשרויות לדגם מכונת החריצים, שיכולים לקבל גדלים שונים של הזנה. חומר האבן מועבר באופן אחיד למכונת החריצים بواسطة מעורר רוטטי לשבירה גסה. החומר לאחר השבירה הגסה מועבר באמצעות רצועת העברת חומר למכונת החריצים לשבירה עדינה להמשך השבירה, והחומר לאחר השבירה העדינה נשלח למסך רוטטי לסינון. החומר שעומד בדרישות גודל החלקיקים של המוצר הסופי נשלח למכונת שטיפת חול לניקוי. החומר שאינו עומד בדרישות גודל החלקיקים של המוצר הסופי מוחזר מהמסך הרוטטי למכונת ייצור החול לעיבוד מחדש כדי ליצור מעגל סגור למספר מחזורים. גודל גרגרי המוצר הסופי יכול להיות משולב ומדורג בהתאם לצורכי המשתמש.
מְפַּרֵק גְּרָנִית מחולק לגדול, בינוני וקטן בהתאם לרוחב פתח ההזנה. רוחב פתח ההזנה גדול מ-600 מ"מ עבור מכונות גדולות, ורוחב פתח ההזנה הוא 300-600 מ"מ עבור מכונות בינוניות. רוחב פתח ההזנה קטן מ-300 מ"מ הוא מכונה קטנה. מְפַּרֵק גְּרָנִית יש לו מבנה פשוט, קל לייצור, אמין בהפעלה ונוח לשימוש ולתחזוקה. גְּבַלָּה של מְפַּרֵק גְּרָנִית יכולה להיות משתנה מ-10 מ"מ עד 105 מ"מ, וניתן להתאים אותה בהתאם לצרכי הלקוחות. מחירי מְפַּרֵק גְּרָנִית משתנים בהתאם לדגם ולקיבולת הייצור.
נכון להיום, ישנם יצרני מכונות שחיקה רבים בתעשיית הכרה. אם אתה רוצה להשקיע בציוד חציבה, עליך קודם להבין את היצרן ולהתאים קו ייצור חציבה סביר בהתאם לצרכי הייצור שלך. שנגחאי שיבנג היא יצרנית הציוד לחציבה המובילה במדינה. אם אתה זקוק לתמיכה טכנית או לצרכים אחרים בתחום זה, יש לנו מומחים שיעזרו לך.









